
はじめてのFRP ブレイディング ( 組物 )とは
BMWがNCF(Non crimped fabrics)と合わせて適用を拡大させていることで注目を集める ブレイディング ( braided fabrics :組物 )。
昨年(2015年)にはBMW向けに Maximator GmbH が water assist タイプの新しい ブレイディング 作製と HP-RTM 装置を導入したと発表しています。
https://www.maximator.de/flycms/de/web/10/-XzsjZSLvJy2GAEtNEkdrB9r+gDfA/News.html
この辺りの記事は別の機会にお話してみたいと思います。
組物については私も所属する 繊維機械学会 の2016年1月号に特集が組まれていました。
魚住忠司先生の「 繊維強化複合材料における組物技術動向 」というものです。
非常にわかりやすい内容となっているので、一読されることをお勧めします。
魚住先生の記事にも書かれていますが組物技術というのは非常に歴史が古く、ほぼ9000年前の縄文土器の文様に組紐があるとのことです。
その後も中国文化や朝鮮文化の影響を受けながら発展を続け、江戸時代には丸台、角台などの木製の道具を用いて組紐を作製することが行われていました。
昨年放送された「大河ドラマの花燃ゆ」の中で高杉晋作の妻役だった黒島結菜さんが組紐を作るシーンが何回か出てきていました。
現在でも組物はとても身近なものです。
着物の帯締め、携帯ストラップ、靴紐、ロープ、工業用パッキン、ゴムホースの皮膜などです。
繊維産業が盛んな日本では古くからこの手の技術が発展してきました。
ところがこれらをFRPに使おうと取り組み始めたのは欧州の方が先のようです。
FRPを使う動機については、まず組物の特徴を理解しなくてはいけません。
先述の魚住先生は、組物の特徴を以下の4点であると述べていらっしゃいます。
- 繊維の連続性
- 繊維配向角度の変更
- 優れたニアネットシェイプフォーミング性
- 自動化技術
これらについて私の解釈を加えながら解説してみます。
繊維の連続性
やはり、これが最も重要です。
炭素繊維だけでなく、FRPにおいて繊維をいかにして切断せずに形状を賦形するのか、というのが設計思想の基本といえます。
組物の最大の特徴は繊維の切れ目がないこと。
端部含めて常に連続繊維で形成されます。
この繊維の連続性維持こそがFRPの中での物理、機械特性の発現に直結します。
以下、代表的な組物の例を示します。
一般的な合成繊維や天然繊維、または革製のものをご紹介していますが、構成物が炭素繊維になればCFRPのお話と基本的には同じという理解で大丈夫です。
a. Flat braided fabric ( 平打組物 )
以下が平打組物の一例です。

( The image above is referred from https://straitcity.com/info/cage.html )
これはベルトですね。
私もこのようなベルトを持っています。
腰に巻く時の形状追従性がいいのが利点ですね。
b. Tubular braided fabric ( 丸打組物 )
私が最も身近に感じている組物はやはり丸打組物です。
合成繊維で織られた例のものを下の写真で示します。
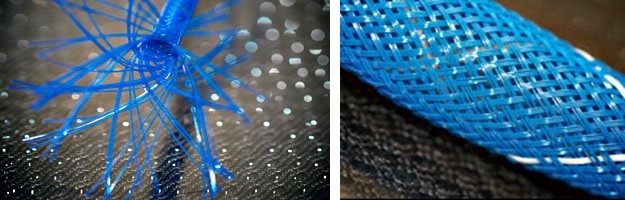
( The image above is referred from http://www.culzean.com/braided-fabric.asp )
最初に入社したゴム製品製造企業では、金属ワイヤを丸打組物で次々と作製し、ゴムの被覆をかぶせるという工程も見ました。
身近な水を撒くためのホースもよく見るとこの丸打組物の柄が見えるのではないでしょうか。
それ以外ではテレビのアンテナケーブルなどもありますね。
カーボンのケースだと以下の動画は丸打組物のイメージとしては良いかと思います。
c. Square braided fabric ( 角打組物 )
角打組物の代表例は靴紐です。
スニーカーではなく、革靴のようなフォーマルな靴の靴紐はほとんどが角打組物です。
角打組物の一例を以下に示します。

あまりきれいでなくて申し訳ありませんが、私の革靴を撮ってみました。
これも立派な角打組物の例です。
以上の画像を一通り見ていただくとわかるように、どれも幅方向に対して繊維に切れ目や結び目が無いのです。
このような繊維形態はFRPにしたときに強化繊維として最も重要な、
「最終破断強度と剛性保持を繊維で担う」
という役割を全うできることになります。
BMWがつかっているからという受け売りの考えではなく、なぜこれを使うのかということを自分なりに解釈できることが大切です。
繊維配向角度の変更
次が配向角度の変更です。
ブレーディングによる基材作製の動画をご覧ください。
尚、以下のものは丸打組物のものを示しています。
これはLexusの動画です。LFAかと想像します。
さて重要なのはこの作り方です。
組物というのは上記のような動画のイメージで作れるため、
織り速度と送り速度を調整することにより繊維の配向を変更することができます。
この送り速度変更による繊維配向変更は、そのままFRPになった場合の材料の物理、機械特性に影響を与えることとなります。
当然ながら織り方の変更も物理、機械特性に影響を与えることとなります。
このような配向角度変更が可能であるのは組物構造物の強みの一つです。
基材をベースとした材料設計が可能ともいえる本点は組物に限らずですが、織技術を持っている企業の利点ともいえます。
優れたニアネットシェイプフォーミング性
ダイレクトフォーミング含めたニアネット成形というのは特徴の一つとして考えるのは妥当です。
ただし、ニアネット成形というのは諸刃の剣ともいえる成形思想で、
あまりにもトリムラインぎりぎりに材料を合わせてしまうと、
その近辺での繊維の充填が不十分という事象が生じてしまいます。
特に組物のように繊維が成形中にあまり流れないものについては注意が必要です。
むしろ少し大きめに積層し、樹脂を流してバリを繊維と一緒にトリミングする方が構造部材としては好ましいといえます。
もしくは、トリムラインを内側に巻き込むことで、外装上は繊維の連続性を担保するという考え方もあります。
その場合は材料が型を抱き込むアンダーカットの思想になるので、
型設計に十分注意を払わなくてはいけません。
むしろ私個人的には組物が力を発揮するのはドレープ性ではないかと思っています。
組物が昔から使われてきた一つの動機に、
「色々な変形が可能である」
というものがあります。
例えば靴紐の変形は想像するとすごいことであるということがわかります。
靴紐を結ぶ時の蝶々結び。
紐の変形はもはやキンクに近い極めて厳しい変形が要求されます。
ところが角打組物はこのような変形に追従し、きちっと結び目を維持することができます。
同じようなことをプラスチックワイヤでやろうとすれば難しいのは想像できます。
このドレープ性の高さは複雑形状変形が可能であることとほぼ同等といえます。
つまり、複雑な金型形状に合わせておくことができるのです。
繊維含浸前であればプリフォーム、既に繊維が含浸してあるのであれば積層の工程を自由度高く行うことができます。
本点が繊維がそもそも安定しないドライの基材やドレープ性に課題の残るNCFと異なるところです。
ただし、ドレープ性が高いということは材料の機械特性はUDやFabric、NCFと比較し劣るという点も忘れてはいけません。
自動化技術
組物のメリットとして最後に忘れてはいけないのが、複雑な断面形状を自動で織ることができる、という点です。
変化する断面形状を連続的に織ることができるというのは明らかにメリットがあります。
複雑な三次元形状だと限界もありますが、ある程度の曲線ベースの断面変化であれば組物の織技術で十分追従可能です。
ここでの注意点としては、
「組物の特性と限界を理解した上で設計する必要がある」
ということです。
例えば組物では急激な断面変化は組物で実現不可です。
さらに、組物は断面で見た時に繊維の強化層厚みが一定です。
断面積を大きくしようとするとそこには空洞ができることになります。
ここにフォーミング材を入れるといった考えはもちろんありますが、
その瞬間に内部の特性はフォーミング材によって決まる可能性が高く、
外装の強化繊維でどれだけ物性を発現できるのかよく精査する必要があるのです。
今日はFRPの基材にあたる繊維の織り方の一つとして、組物をご紹介しました。
FRP業界では成形加工に関する情報が偏って出回っていますが、
材料の基本であるマトリックス樹脂や繊維の織り方もすべての基礎になる重要な点といえます。
マトリックス樹脂や繊維の織り方という点も含めて理解ができる様になれば、
「FRPの設計」
ができるという状況にさらに一歩近づけるのかもしれません。
![]()
![]()

