FRP積層精度向上に寄与する Projection 技術動向 Vol.160
FRPを用いて材料を積み重ねる、つまり積層するにあたっては、
・積層する材料の順番
・積層する位置
といったものを常に意識することがポイントとなります。
このような作業を支援する観点から、
「 Projection 技術( 投影技術 ) 」
が使われてきています。
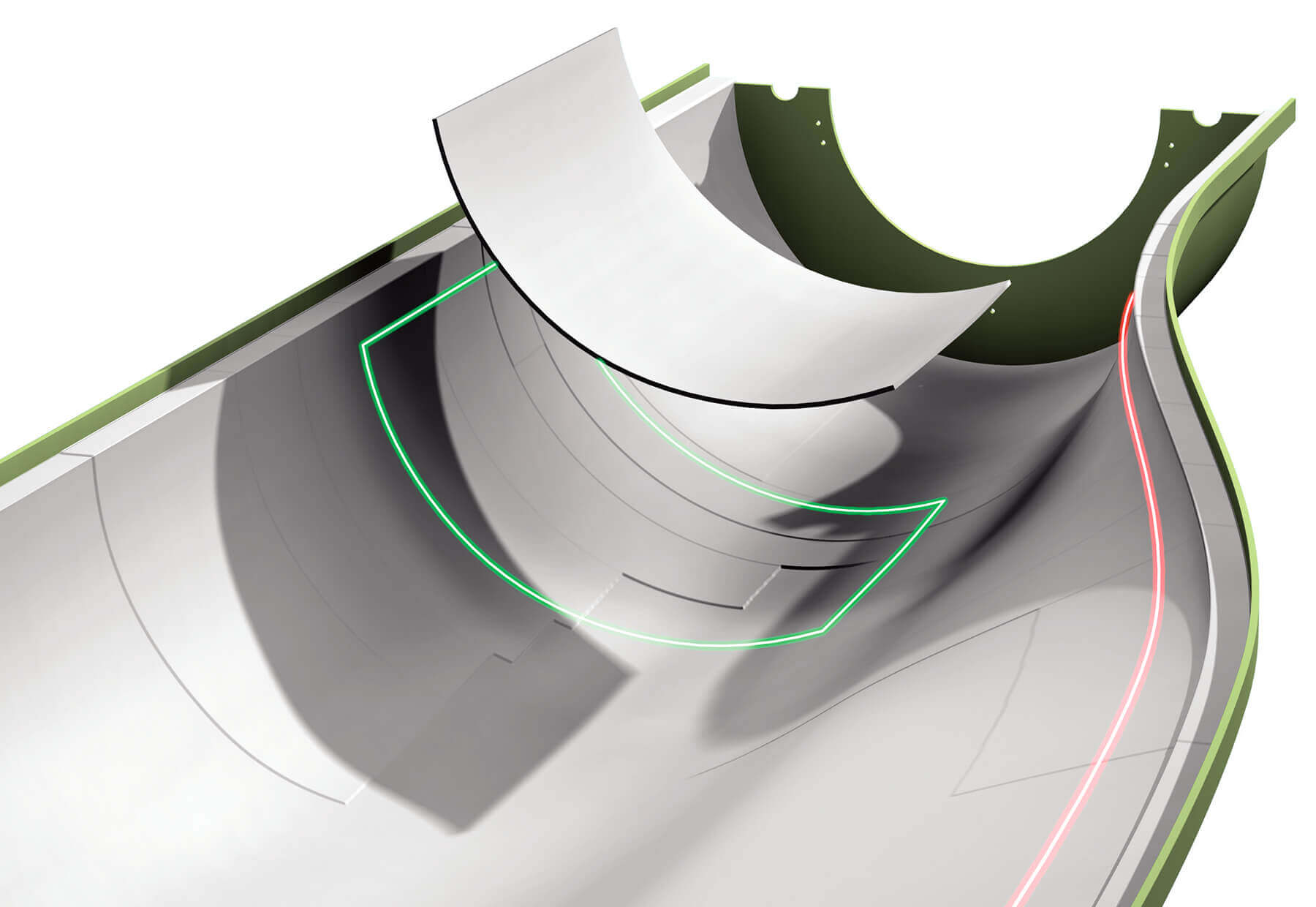
The image above was referred from Windfair
基本的な技術は不変とは言え、最近の光学技術、センシング技術、情報制御技術等の発展、
並びにハードウェアの進化によって変わってきている部分があります。
今回は Projection 関連の技術と製品を有する LAP GmbH を例として、
近年の技術についてみていきたいと思います。
FRP積層において活躍する Projection 技術
LAPの情報ではありませんが、以下の動画を見るとどのようにしてProjection技術を適用するのか、
というイメージを付けやすいかと思います。
Aligned Vision という企業の動画になります。
この企業のHPは以下で見ることができます。
https://aligned-vision.com/
一般的なプリプレグ材料を、曲面に投影された緑色の枠に合うよう、
材料を積層している様子がわかると思います。
このように積層される材料は、
「カットパターン」
というものに基づいていくつかのパターン形状に切り取られます(裁断されます)。
シート状の材料をどのようにしてカットパターンに裁断するかは、
以下の動画がわかりやすいです。
どのようにしてカットパターンを表示するかについてはCADを使います。
以下の動画はこの辺りの概要を理解するにはわかりやすいのではないでしょうか。
類似の技術は以下のコラムでも過去に述べたことがあります。
※ Zund が裁断工程高効率を実現する裁断機を発表
※ レーザーによるFRP裁断 remocut(R) FRP
※ FRP裁断 機の新機種発表と 裁断 の重要性
裁断という言葉からも、この辺りの技術が繊維業界を源流としていることがわかるかと思います。
裁断時のポイントは、
・繊維配向を間違えていないか
・できるだけ無駄なくカットパターンレイアウトできているか(捨てる材料を最小化できているか)
の2点になります。
そして、裁断する材料が樹脂含浸されているようなプリプレグだと難易度が上がってきます。
特に、最近トレンドになりつつあるSMCのような、
繊維配向がランダムで、厚めの材料はこの裁断が困難となる場合が多いです。
未硬化の熱硬化性樹脂の場合は刃物に材料が付着し、
熱可塑だとそもそも刃物が入らないということもあります。
刃物は超音波振動させながら切断していますが、実際の工程ではかなりの苦労があるはずです。
ましてや細かいR等を有する複雑なトリムラインになると、
裁断はかなり難しいです。
この場合は、樹脂のタック性を低下させるために硬化を少し進める、
複雑な形状部は人の手による二次加工を取り入れるといった対応が必要となるでしょう。
Projectionの最新技術
LAP GmbH の情報をベースに近年の技術を見ていきたいと思います。
LAPのHPは以下で見ることができます。
赤外線を使ったオートキャリブレーション
まず第一にポイントとなるのは、この技術です。
恐らく、かなり大きな進化のポイントといえます。
冒頭で紹介した動画でもキャリブレーションをしていましたが、そこでは、
「材料を積層する台(積層型)をここに置きなさい」
という指示を床に表示するイメージでした。
LAPの DTEC-PRO という製品は、人の目には見えない赤外線を用いて、
「任意の場所に置いた積層型の位置を認識して、自動でキャリブレーションを行う」
というコンセプトになります。
しかも、かなりの広角のため一度に複数の積層型の位置を認識できます。
一例として述べられているものでは、6つの積層型でその位置を認識し、
キャリブレーションするのに必要な時間は
「わずか6秒」
と述べられれています。
正確には積層型の位置情報を示す反射画像を PRO-SOFT というソフトに導入し、
位置情報を理解した上でProjectionを開始します。
この一連の動画は以下で見ることができます。
その他詳細は以下のURLから見ることができます。
https://www.lap-laser.com/products/dtec-pro/
位置精度を確保し、複数の色を用いる小型かつ長寿命の Projector
もう一つの進化は Projector です。
Projectionを行うのは CAD-PRO というレーザー発光器。
赤、緑、黄色の3色で表示することが可能のようです。
装置外寸は 300 X 110 X 110 mm、重量は 3kg ですが、
レーザー照射は80°と広角です。
複数の色を使い分けられるようになったのも一つの進化といえます。
これにより、区別しにくいカットパターンを同時に示すということも可能かと思います。
見本だと普通の材料の積層は緑、
梁(はり)の役割となるハット型形状のものは赤で示す、
といった使い分けが紹介されています。
この色分けも一つの進化といえます。
寿命は30000時間を超えており、かなり長期間使えることがわかります。
製品寿命もかなり延びてきているのではないでしょうか。
繰り返しでの位置精度に関する精度は +/- 0.025 mm/m を実現しており、
まずまずの高精度です。
また Projector には3つの仕様があり、主な違いは照射位置精度と可能な色の種類です。
照射精度と使用可能なレーザーの色を以下に示します。
・ CAD-PRO: +/- 0.20 mm/m、緑、赤、黄色
・ CAD-PRO HP (high precision) +/- 0.06 mm/m、緑、赤、黄色
・ CAD-PRO compact: +/- 0.20 mm/m、緑色
HPだと+/-0.06 mm/mですね。レーザーとしてはかなり優秀な印象です。
レーザーのクラスも2M、または3Bなので比較的安全なレーザーといえます。
(発光している場所を直接見るのは当然危険ですが)
※参照:レーザ安全規格とクラス分類について
https://www.keyence.co.jp/ss/measure/hakaritai/basic/laser_safety/
概要は以下の動画で見ることができます。
また、該当する技術を紹介するページは以下で見ることができます。
https://www.lap-laser.com/products/cad-pro/
いかがでしたでしょうか。
今日は積層工程で用いられる Projection 技術動向についてご紹介しました。
やはり一番大きいのは、
「任意の位置にある複数の積層型の位置情報をベースに Projection できる」
という部分の進化だと思います。
ここは制御技術の進化が大きな一歩になっていると感じます。
FRPを用いた成型品を継続的に製作している企業の多くでは、
今でも手作業による積層、つまりハンドレイアップが主体です。
多くの材料を積層する、大型のものをずらさないように積層するには、
積層位置とどの材料を使うかといったガイドラインが不可欠です。
このような工程に Projector を適用するというのは今でも有意義な手法であると考えます。
着実に進化を続けるこのような各種設備についてもアンテナを持ちながら、
成形工程の前段階である「積層工程」の精度を上げる、
という取り組みが引き続き重要です。
ご参考になれば幸いです。