Key points about mold release and surface free energy in composites molding
When it comes to FRP, I feel that cost and molding come first, followed by quality assurance, and lastly design, which gets less attention.
In molding processing, where cost is considered the first priority, “mold release” emerges as a major issue when considering mass production.
I would like to think about “mold release (demolding)” in FRP molding processing, and the surface free energy and points to keep in mind regarding mold release in FRP molding.
Mold release is important in thermosetting composite molding
FRP (composite materials) is a composite material that combines reinforcing fibers and matrix resins.
However, in general, FRP materials are often categorized as resin materials.
For this reason, some people think of injection molding as the molding method for FRP.
Of course, injection molding is also one of the FRP molding methods if the reinforcing fiber is glass fiber, which is treated as a filler and is less than a few mm lengths, and is used in combination with thermoplastic resins.
However, assuming that FRP is used as a primary structural material, if the fiber length of the reinforcing fibers is several tens of mm or more, or if it becomes a continuous fiber, the matrix resin to be combined with it must be a thermosetting resin such as unsaturated polyester or epoxy resin.
Thermosetting resins are mainly low-molecular-weight substances in an unpolymerized liquid state before being heated and cured during molding, so they are in a state where reactive functional groups that cause crosslinking reactions are present.
A compound in the presence of such reactive functional groups may attempt to stick to others during its own curing reaction.
Epoxy resin, one of the typical thermosetting matrix resins mentioned above, is also used in adhesives.
When thermosetting resins are used as a matrix resins, if you try to mold FRP with a mold, it will stick to other things, so it will end up sticking or adhering to the mold itself, which you don’t want it to stick to.
The FRP molding process will not work if it is impossible or difficult to remove the molded object from the mold.
This is the reason why mold release is important in FRP molding.
・Related columns
Mold release is important in FRP molding (in Japanese only)
Very thin release layer is necessary for proper mold release
What is important for proper mold release?
When thinking about this question, in addition to my experience teaching at our clients, the following information was helpful.
・Reference information
Proper application of semi-permanent mold release systems
The text above contains the following sentences:
A common theme for achieving best results ? using very thin coats of release agent while providing full coverage of the tool surface ? is the key to success.
In other words, in order to achieve appropriate mold release, the surface layer with mold release properties must be tow points as shown below.
・Ultra-thin layer generation
・Uniform layer generation
I thought this made sense.
I think there are probably few people who are uncomfortable with the fact that uniform layer formation is important for mold release.
However, some people may have felt that it was strange that a THINNER layer would be better.
I imagine this is because the thicker the layer, the more durable it is and the more likely it would show durability.
For example, consider a Si-based layer that has a peeling function.
Although it is not intended for use in high-temperature environments like FRP molding, there is one example that uses “isocyanate silane” as a raw material.
Although it depends on the chemical structure of these layers, it is said that the peeling (mold release) performance is highest at a thickness of several tens of nm (nanometers).
If the layer is too thick, it may shrink during the polymerization reaction when forming the layer.
This is because the membrane cracks.
This can be assumed to be one of the reasons behind the argument that thinner layer thickness is better.
On the other hand, if it is too thin, there will be problems with the chemical structure, such as the layer not being able to exist uniformly due to holes forming in some places, or the side chain structure required to exhibit mold release performance not being in the desired orientation. Therefore, even though it is said to be thin, it is important to note that there is a suitable thickness to some extent.
Of course, I don’t know if the above discussion of isocyanate silane is exactly the same as mold release agents, but it is worth knowing that thinness is important in the world of layer formation, including mold release.
Mold release is sometimes discussed in terms of Surface Free Energy
In the article introduced above, the phrase “a low energy surface” appears.
This means that the surface free energy is low.
One way to think about it may be to imagine the contact angle.
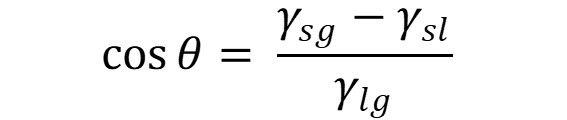
Regarding the interfacial energy (surface tension) required to form each interface between solid, liquid, and gas, for example, if the interfacial energy between solid and gas is expressed as [solid/gas] (γsg), the contact angle is When θ is set, the following relationship holds true, which is called Young’s equation. Furthermore, γlg is the [liquid/gas] interfacial energy.
Being in a wet state means that θ becomes smaller, so the value of [solid/liquid] (γsl) becomes smaller.
In other words, a small amount of energy is required for the liquid to spread across the solid surface, that is, to form an interface between the liquid and the solid.
On the other hand, when creating a state suitable for mold release, θ is brought as close as possible to π, that is, the contact angle is increased, so the value of γsg is small and it is easy to form an interface between solid and gas.
In other words, the fact that γsg is small and it is easy to form an interface makes it easy to create a state close to “repelling”, and the idea that the surface energy is small means that the energy is small, so I think there is generally no problem.
The so-called surface free energy is obtained by decomposing each of the above interfacial energies into dispersion force, orientation force, induced force, and hydrogen bond force.
It is also possible to express the fact that surface free energy cannot be expressed using Young’s equation; for example, the response to wettability changes depending on whether or not the values of the surface free energy of a solid base material and a liquid dropped on its surface are similar. You will be able to do it.
I think the following information will be helpful in this regard.
・Reference information
Considering this, the surface free energy value of each material in contact with the base material and its surface is also relevant, so the statement in the referenced article that “the lower the surface free energy is, the better” is not an absolute correct answer.
Smooth the surface of the mold with a base material is important for molding release
In order to develop mold release performance, the base material is also important.
What you need to be most careful about are minute irregularities on the surface of the mold.
It is important to fill these gaps to reduce the risk of mechanical bonding due to “anchor effects”, etc.
The image is clearly expressed in Fig. 1 of the referenced article.
This point of view is important because even if the mold is made of metal, scratches may occur when removing the FRP from the mold.
Clean carefully before re-layering
The reference article introduces a so-called semi-permanent type of mold release agent that can be used for 3 to 20 cycles once applied.
Therefore, some points are mentioned regarding re-layering work.
The main points are as follows.
・In addition to removing materials left over from molding, use a remover to carefully remove old mold release agents.
・Apply the mold release agent in multiple steps to form a thin layer, using the number of layers recommended by the material manufacturer.
– Apply heat to the mold release agent to form a cured layer based on the conditions recommended by the material manufacturer.
In order to form a somewhat strong release layer, the key is to reduce the thickness of each layer.
Mold release agents without Si is increasing
In recent years, water-based rather than organic mold release agents have increased in terms of VOCs.
This point has been covered in previous columns introduced at the beginning of this page.
In addition, types that do not contain Si (silicon) are attracting attention in the world of mold release.
The significance of silicon-free mold release agents can be considered from various perspectives, but the following is an example.
・After applying to the mold as a mold release agent, no heating is required for curing.
・Less residual oil.
Against this background, I believe that in the future, we will see an increase in the number of mold release agents that do not use Si, in addition to the proven Si-containing mold release agents.
・Reference information
GENERAL QUESTIONS ABOUT RELEASE AGENTS
Silicone-Free Release Agents
Due to the current trends, it is inevitable that molding processes must take into consideration the impact on the working environment and the global environment, so it is also necessary to think strategically about the selection of mold release agents. .
This time, in addition to the surface free energy and points to keep in mind during the application process of mold release agents, we also introduced the increasing number of mold release agents that do not contain Si.
When it comes to mass production, you will realize that mold release becomes extremely important in the process.
This is because it may cause quality problems.
When it comes to mass production, the mold becomes a mold, so mold release becomes part of mold management.
When choosing a mold release agent, it is necessary to consider not only the environmental impact as mentioned above, but also the ease of handling.
While also using quantitative indicators such as surface free energy,
The technical aspect of selecting the appropriate mold release agent will also be important.

