
はじめてのFRP FRPの非破壊検査に応用される超音波探傷
FRPに用いられる非破壊検査技術は複数種ありますが、
いまだに最も用いられているのはやはり「超音波探傷」です。
非破壊検査については、過去にも以下のようなコラムで触れたことがあります。
※参照コラム
FRPの非破壊検査には、
FRP固有の層間破壊という外観からはわからない破壊形態を念頭に、
その起点となり得るリスクを初期段階で検知する、
という明確な狙いがあります。
この辺りは過去の連載でも述べたことがあります。
※参照情報
今回はFRPの非破壊検査に何故超音波探傷が用いられるのかをおさらいし、
最近の超音波探傷技術と関連する技術に改めて触れてみたいと思います。
何故FRPの非破壊検査には超音波探傷が用いられるのか
私が顧問先で非破壊検査を議論するとき、
または講演やセミナーで話をする際に必ず問いかけるのが、
「FRPの非破壊検査には、何故、超音波探傷技術が使われるのか」
ということです。
一つあるのは、探傷装置の中には持ち運べる小型のものがあるなど、
オンサイトでの検査が可能というものです。
検査装置自体が比較的安価というのもあります。
この辺りは、多くの方が答えてくれるものですが、
技術的な観点でいうと違います。
超音波は音響インピーダンスの違いにより厚み数μ以下の”きず”であっても捉えられる
音響インピーダンスという単語を聞いたことがあるでしょうか。
これは、密度と媒質中の音速の積で表されます。
音響インピーダンスはZで表記されることが多いので、
式で示すと以下の通りです。
Z = ρC
ρは密度です。
何故音速がCで表記されることが多いかというと、
音速は音が伝わる媒質の密度と弾性率で決まる物理定数なので、
Constantの頭文字をとってCとすると聞いたことがあります。
この音響インピーダンスが媒質間で異なる場合、
超音波はその界面で反射します。
この反射波を捉えて”きず”を捉えるのが反射法です。
超音波発信機と受信機が別々にあり、
きずを影絵として見るのが透過法です。
透過法では、音響インピーダンスの異なる媒質界面で超音波が反射してしまうと、
受信機まで超音波が届かないため、
影として映るというわけです。
いずれにしても、このような音響インピーダンスの異なる界面での超音波反射は、
仮に超音波が通過してきた媒質A、それと異なる媒質Bがこの媒質Aと接している場合、
媒質Bが数μm程度の極薄でも反射します。
この極薄のきずに対しても反射という現象が起こることこそ、
FRPの非破壊検査で超音波が使われる理由です。
FRPで生じる内部欠陥は薄物が多い
ここで改めてFRPの成形方法を考えます。
FRPというのは強化繊維にマトリックス樹脂を含浸させ(既に含浸してあるものはプリプレグ)、
それを積層し、圧力と熱をかけて層間方向に押し付けます。
ハンドレイアップのGFRPであっても、
圧力の数値の違いあれど脱泡ローラ等で押し付ける作業は、
上記の加圧工程に該当します。
もし仮に空気が積層間に含有されている場合、
何が起こるでしょうか。
層間方向に力がかかることで、
中にある空気層は面内方向に拡大するイメージで、
薄く広がっていくはずです。
この理由からFRPの内部欠陥は、
「薄く、平たい」
形状になりやすいのです。
音響インピーダンスの違い、
例えばFRPと空気層の違いがあれば極薄でも超音波は反射し、
反射波(きずエコー)という形で捉えることができます。
何故超音波がFRPの非破壊検査で選ばれるかについて、
ご理解いただけたのではないでしょうか。
近年のFRP向けの超音波技術
ここまで超音波技術が何故FRPの非破壊検査として用いられるのか、
ということについておさらいをしてきました。
ここからは、近年のFRP向けの超音波技術について述べてみたいと思います。
結論的なことをいうと、超音波探傷の基礎技術が大きく進化しているということはなさそうです。
これは、超音波探傷技術そのものが概ね確立されたものであることの裏返しとも言えます。
しかしながら、技術的な動向はある程度示されているとも言えます。
一例として、Composite Worldの雑誌中のp.36からの記事を参考に、
概況を述べてみます。以下が参照した記事です。
Title: Innovation in ultrasonic inspection and nondestructive testing
Composite World Digital Magazine (Jan, 2024)
複雑形状を全自動で調べることがトレンド
FRP成形体に対する非破壊検査に関し、
技術的なトレンドは、
「ロボットによる自動探傷」
と言えそうです。
上記の記事の最初のページ画像には、
FRP成形体の表裏から水柱を出したロボットアームが映っています。
写真ではわかりにくいかもしれません。
以下のような類似設備に関する動画をご覧いただくと、
動きのイメージがわかるかと思います(動画ではBGMが流れます)。
垂直法と呼ばれるプローブ面と被検査体正面が並行に接触するような超音波探傷においては、
「まっすぐに超音波を入射させる」
ことが大変重要です。
超音波は指向性が鋭いことが知られているため、
表層に対して斜めに入射してしまうと、
反射法の場合、きずに反射した反射波が返ってこないため捉えることができず、
透過法であったとしても受信機に入射波を届けることができないのです。
ロボットアームを使用しているのは、
「仮に三次元形状であっても、その表面形状に対して垂直に超音波を入射させる」
ということを可能にすることが狙いにあります。
FRPの製品としての成形体は、
複雑な三次元表面形状をしていると考えれば当然です。
ロボットの位置制御技術が向上してアームの位置精度が高まったことで、
超音波検査技術には無くてはならない設備となったことは、
参照した記事中の画像でロボットが多く映っている事実から、
感じていただけるかもしれません。
フェーズドアレイによる探傷速度の向上がもう一つのトレンド
もう一つのトレンドはフェーズドアレイ(Phased array)による、
”探傷速度の向上”だと思います。
フェイズドアレイのプローブを装着したロボットの画像は、
参照した記事のp.40の下部に掲載されています。
フェーズドアレイの魅力
この技術の一番の魅力は、
広い範囲を一度に探傷できることです。
一般的な超音波探傷プローブは、単眼といって超音波発生振動子は一つであることが多いです。
単眼による探傷結果は一般的にAスコープと呼ばれ、
縦軸にエコー高さ(音圧)、横軸に距離を示したものになります。
Aスコープのイメージを図にすると以下のようになります。
表面波、底面波に加え、きず由来の反射波を入れてみました。
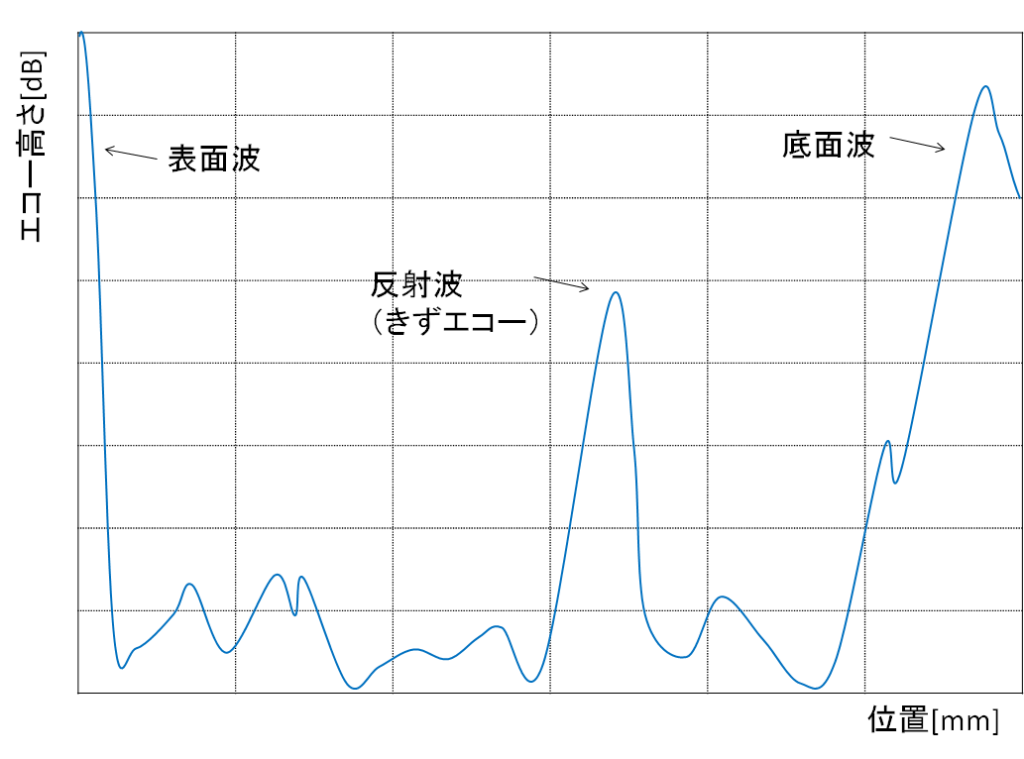
Image above was drawn by FRP Consultant
ここでは技術的な詳細は文字分量の関係から述べませんが、
単眼によるAスキャンが最も精度が高いと、
実体験をベースに私は考えています。
フェーズドアレイの技術的ポイント
その一方でフェーズドアレイは同振動子を、
一列や碁盤の目のように密に並べ、
超音波を発するタイミングを振動子ごとにずらす、
すなわち「位相(phase)」を変化させることで、
任意の超音波を発生させる技術です。
このイメージは、以下のような動画をご覧になるとわかりやすいかもしれません。
4’54″辺りから、フェーズドアレイを用いて任意位相の超音波を作るイメージが、
動画として示されています。
この動画の通り、任意の射角を有する超音波を発生できることから、
探触子の垂直直下から角度を有するところを探傷することも可能で、
この射角制御をステアリング、ステアリングを応用した探傷をセクタスキャンといいます。
そして、フェーズドアレイの探触子で碁盤の目のように振動子を並べる場合、
そのプローブはマトリックスアレイプローブと呼ばれます。
マトリックスアレイプローブを用いた場合、
セクタスキャンに加え、焦点距離を変更できるといった柔軟性を活かすことで、
超音波であるにもかかわらず3次元の探傷画像を得ることができます。
これは、内部の状態を三次元的にとらえられる大変魅力的な技術ですが、
振動子を短時間で複雑に制御し、かつそれを画像処理する必要があることから、
中枢であるPCの性能が大変重要となります。
PCの演算処理速度の向上により、
広範囲を一度に探傷できるマトリックスアレイプローブを用いた場合、
振動子制御と画像処理にタイムラグが無くなることで、
探傷速度が向上したのは特に大型成形物の探傷においてメリットといえるでしょう。
最後に、超音波探傷に関連する技術内容について、
簡単に触れたいと思います。
二つのプローブが並行関係を維持しながら動いているのは透過法のため
参照した記事の冒頭画像のキャプションには特に何も述べられていませんが、
恐らく透過法による超音波探傷の様子だと思われます。
片側が超音波を発信するプローブ、
もう片方が受信機です。
水を出しているのは、超音波が検査体に減衰せずに到達することを目的としています。
いわゆる媒体ですね。
例えば医療期間で超音波検査を受けた方であれば、
ゼリーのようなものを最初に塗られた記憶があると思います。
これはカプラントと呼ばれる、成分のほとんどが水で、
そこにグリコールやグリセリンが混ぜられたものになります。
最近は媒体を必要としないタイプの超音波探傷機器もありますが、
媒体を使わないということは減衰しにくい、
減衰しにくいということは周波数も低い、
ということも一因となって検査精度はあまり高くない。
上記は今のところの私の見解です。
超音波探傷では欠陥といわず”きず”という
これは気がついた方もいるかもしれませんが、
ここまでの記述において、超音波探傷によって欠陥を検知する、
といった旨の表現は使っていません。
この理由ですが、超音波で捉えられるのはあくまで反射波であり、
その反射波をどのように解釈するのかについては、
ゲインをはじめとした初期設定に依存するということにあります。
つまり、設定によって評価結果が変わってしまうのです。
そのため、超音波探傷基は対比試験片と呼ばれる標準試験片を用いて、
何をきずとして捉えるべきかという定義、並びに音速の補正を毎日行います。
それでも本当に欠陥かは直接捉えられているわけではないので、
超音波の世界では”きず”という表現を使うようです。
FRPの超音波探傷に適した周波数
超音波で細かいきずを見たければ、
周波数を高める必要があります。
一方で周波数が高いと減衰しやすく、
FRPを含む複合材料のような音響インピーダンスの異なる材料で構成されている場合、
その材料透過中に多くの反射波が生じる恐れがあります。
そのため、FRPの超音波では比較的低周波の超音波プローブを使うのが一般的です。
より具体的には1から3MHz程度、高くても5MHz程度が良いかと思います。
今日はFRPの超音波探傷技術にスポットを当て、
基礎技術の解説も盛り込みながら、
近年の動向をご紹介しました。

