
MTorres のFRPの 自動積層
スペインに本拠地を構える MTorres が AFP ( Automated Fiber Placement ) と ATP ( Automated Tape Placement )のハイブリットヘッドを開発し、 A350XWB の wing skin 製造に適用すると発表しました。
この企業は設計、試作企業として1970年代にスペインで設立され、1980年代には既に航空機業界へ参入。
FRPについては航空機以外では風力発電ブレードの開発を中心として事業を拡大してきた企業です。
自動積層の技術はこの風力発電を中心に築き上げてきたものと推測します。
http://www.mtorres.es/en/mtorres/historia
MTorresの自動積層技術を適用する A350XWB は2013年に初飛行をしました。XWBは Extra Wide Body の略で幅広にして輸送能力と機内快適性を向上させた最新型の機体の一つで、ベストセラーのB777の牙城を崩すべく投入され、2015年よりカタール航空を皮切りに既に運用が開始されています。
B787が試験中に多くの問題を抱えて認定が遅れたのに対し、A350XWB は認定だけでなく、デリバリーにも遅れがほとんど無いと言われています。
A350XWBの機体ではFRPを一次構造材含めて積極採用していますが、搭載するエンジン Trent XWB ( Rolls RoyceのTrent1700を増強した最新型 )には一部を除きほとんどFRPを使っていません。
Rolls Royceは初期の段階でFRP部品開発に失敗した過去があるため、GE や Pratt & Whitney に該技術で大きく水をあけられているというのが背景にあります。
しかしこのまま終わるわけはなく Rolls Royce も今後 Ultra FAN を初めとした Trent series 後継機でFRPの適用を拡大させると発表していることから、今後の更なる拡大が予想されています。
さて、MTorres自動積層についてですが今回は AFP と ATP のハイブリットであると述べられています。
AFP と ATP の違いはおわかりでしょうか。
何となくの違いはわかるものの、詳細はわからないという方も多いかもしれません。
実は明確に区別されないケースもあるのですが、どちらもFRPの自動積層技術で、ロボットアームや門型ロボットに装着されたローラーヘッド(以下、コンパクションローラー)で供給されたFRP材料(この場合は繊維ではなく、樹脂が含浸されているプリプレグです)を押し付けることで積層を行っていきます。
押し付ける際にはホットエアやレーザーなどによって積層部分を局所加熱し、積層時に確実に圧着するよう考えられています。
代表的な企業として Automated Dynamics 社を先日こちらの記事で紹介しました。
AFPとATPの違いを述べているサイトの一つは以下のサイトです。
http://www.mikrosam.com/new/article/en/automated-fiber-placement-the-complete-system/
該当する部分を抜粋します。
While AFP places multiple individual tows, ATL lays unidirectional tapes or strips of fabric.
AFPは複数の繊維束を同時に積層するもの、ATLはUDテープ(一方向に繊維が引きそろえられたプリプレグ)や織物を積層するものと書かれています。
ややわかりにくい表現かもしれません。
大雑把にいうとAFPは複数の材料をあちらこちらから引張ってきて、最後はコンパクションローラーでまとめて押し付けるというもの。
それに対してATLは幅広の反物を幅広のコンパクションローラーでそのまま押し付けるというイメージです。
AFPは複数の材料を引張ってきて押し付けるため、局面積層に対して威力を発揮します。
AFPに用いる材料のテープ幅は10mm未満が多く、コンパクションローラーの幅もあまり広くありません。
そのため幅方向へ曲率しているものに対しても、形状を追従して積層できることから主に小型から中型でかつ、複雑な形状を有するものを対象として適用が拡大しています。
当然ながらコンパクションローラーの幅はあまり広くないため、単位時間あたりに積層できる面積は広くありません。
加えて細幅に材料を加工するのは高い技術が必要であるうえ、この追加工による材料費の向上は不可避といえます。
一方のATPは幅広の反物を積層していくため1mを超える幅のコンパクションローラーを使用することも珍しくありません。
幅が広いということは単位時間当たりの積層面積は非常に大きく、積層時間短縮に大きな効果を発揮します。
AFPと異なり、繊維を幅の狭いものに加工する必要もなく、場合によっては材料メーカーから納入された材料をそのまま使用することも可能となります。
非常に大型の風力発電向けブレード材の積層などにはAFPが非常に大きな効力を発揮するため、こちらの記事でも紹介したように今も積極的な研究が行われています。
ただし幅広ということは、コンパクションローラーの幅方向に対する形状追従性は極めて低く、複雑形状に対しては平面プリフォームレベルまで行けたとしてもそのまま加圧成形工程に入れるほどの状態になるかは不明確です。
これらを踏まえると上記で紹介した Automated Dynamics 社は AFP の装置です。
それに対してMTorresのヘッドの拡大写真を以下に示します。
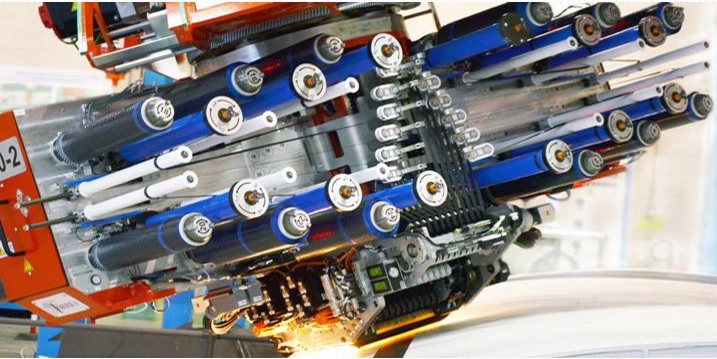
( The image above is referred from http://www.mtorres.es/en/communication/news/mtorres-delivers-hybrid-afpatl-gantry-machines-airbus-efficient-a350xwb-wings )
複数の幅の狭いストランドをボビンに巻いたものが多くついていることから第一印象としてはAFPです。
この写真を見ただけではATPの要素はあまり見当たりませんが、コンパクションローラーtがある程度の幅を有していることからATPの要素もあると言っているのかもしれません。
機構を見ていただけるとわかるように非常に複雑です。
特にプリプレグ送りテンションの制御はこの手の装置の肝であり、テープがたるまず、張りすぎずというほど良いテンションで積層を行っていくことが求められます。
さらに押し付けるときのコンパクションローラーの圧力も重要です。
局所的に加熱した状態での加圧において、その瞬間は線接触に近い状態であることから押し付け荷重がわずかでも圧力としては非常に高くなり、厚みが想定より薄くなる、積層配向のずれが生じるといった多くの問題が生じます。
熱可塑の場合は特に高熱をかける必要がありますが、熱をかけすぎるとマトリックス樹脂が熱劣化、最悪の場合は熱分解する恐れがあります。
積層工程により材料の物性低下が起こってしまっては元も子もありません。
話をMTorresのヘッドをA350XWBへ適用するという所に戻したいと思います。
MTorresのプレスリリースに書かれているのは以下の点です。
- 自動積層効率を最大3倍に向上
- 破棄材料の最小化
- ヘッドの幅を0.5から24 inch まで2分以内で変更可能
- 供給材料(CFRP、GFRP、銅メッシュ等)の変更が容易
- Rotary cutting system を適用した高速裁断
当然ながら詳細は書かれていませんが、多くの技術を取り入れていることが示唆されています。
自動積層で最も大切なコンセプトは、
「最低品質の底上げ」
です。
低コスト、生産性向上はこの次のお話である、ということは再度ここで述べています。
MTorresも Low operator dependant と述べています。
A350XWBの翼の長さは64.75m(A350-900の場合)であることを考えると、自動積層による最低品質の向上、積層間違い回避、積層時間短縮といった多くの点においてメリットがあるに違いありません。
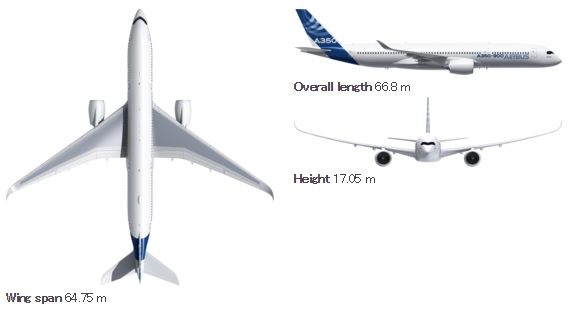
( The image above is referred from http://www.airbus.com/aircraftfamilies/passengeraircraft/a350xwbfamily/a350-900/specifications/ )
逆にいうと、小型のものや複雑形状のものに自動積層を入れようというのはスタートラインのコンセプトから崩れていることに気がつかなくてはいけません。
あくまで自動積層は単純形状、大型構造物というものの最低品質向上に効果がある、という根本的な部分を忘れないようにすることが大切です。
個人的に驚いたのは自動積層を適用した機体の1次構造材製造方法が、欧州航空安全局 EASA ( European Aviation Safety Agency )や米国連邦航空局 FAA( Federal Aviation Administration )などの認定を取得できたことです。
安全を至上命令と考えているこれらの機関がAFPやATPで一次構造材を作ることを許可したというのはFRP業界にとっては大きな一歩といえるかしれません。
なぜならば航空機業界で量産知見が蓄積されることで、自動車、風力発電、建築、スポーツといった他の産業への展開も可能性が高まるからです。
航空業界でのFRP適用がさらに拡大の兆しを見せる欧州。
B777XでFRP適用量をA787よりも減らし保守の方向に流れつつある北米。
FRPの産業の主軸である航空機の動向にこれからも目が離せません。
![]()
![]()

