
FRTPの変形を予想するシミュレーションソフト Aniform
今日のコラムでは ?FRTP ( Fiber Reinforced Thermoplastics )の変形(ここでいう変形は型を使ったプリフォームや成形を意味しています)を予想するシミュレーションソフト Aniform についてご紹介してみたいと思います。
最近盛り上がりを見せる長繊維ガラス繊維と熱可塑性マトリックス樹脂の組み合わせである GFRTP ( Glass Fiber Reinforced Plastics )。
炭素繊維を補強繊維とした CFRP ( Carbon Fiber Reinforced Plastics )と共に、
FRTPはFRP業界における新たなアプリケーションを切り開くホープとして世界中で検討が進められています。
FRTPの適用を検討するにあたっての技術ポイント
熱可塑性樹脂をマトリックスとする場合、
予備加熱をして材料を柔らかくし、それを脱型可能な中程度の温度の金型で成形する、
というのが大きな流れになっています。
この考え方は熱可塑性樹脂製品で抜群の量産性を誇る射出成形とほぼ同じコンセプトで、
ホッパーに入れられたペレットが加熱されたシリンダーと、
その内側を開店するスクリューによる摩擦熱で樹脂を溶かし、
それをある程度の温度に保温された金型に打ち込むことをイメージされると、
概ね同じであることは感じていただけるかもしれません、
見方を変えると、熱硬化性樹脂と異なるのは金型での成形の考え方。
熱硬化性樹脂の場合は熱をかけることでいったん樹脂の粘度が大きく下がり、
金型のキャビティ、コアの隅々まで樹脂が行き渡った後に自ら固まるという性質があります。
その一方で熱可塑性樹脂の場合、金型はあくまで樹脂が冷めるまでの短時間で金型で賦形する必要があります。
そして熱可塑性樹脂は金型に入れた瞬間が最も粘度が低く、金型の中で粘度が上がり続けていくという成形上は非常に厳しい状況になるのです。
もちろん、材料を金型に入れた後に昇温し、
その後脱型できる温度まで冷却するという考え方もありますが、
量産性という観点ではかなり不利となります。
そのためある程度の温度に保温された金型を用いて成形する必要があるのです。
限られた時間と温度管理の中で同じものを作り続けるためには、
金型に入った時に材料がどのように変形していくのかを把握することが極めて重要であり、
粘度が高く、また脱型温度にも制限のある熱可塑性をマトリックスるとするFRTPのユーザーにおいて、
該材料の変形を予想するというニーズが高まってきています。
熱可塑性FRPの変形を予想する Aniform
上記のようなニーズに応えるべく出てきたシミュレーションソフトの一つが Aniform です。
HPは以下の所にあります。
2008年設立で、オランダにある the University of Twente (UT) のRené ten Thije という方が、博士を取得した後に設立した会社とのこと。
自らの専門性で独立し、製品を売るという欧州らしいビジネスモデルです。
さて、この Aniform でできることは何なのでしょうか。
まずはイメージをつかむ意味もかねて動画をご紹介します。
概要としてシェルをベースにしたFEMであることがわかります。
実際に色々検証したわけではないので詳細はわかりませんが、
比較的シンプルな構成ではないかと考えます。
関連する文献を見てみるとこのソフトで用いられている要素は、
– Discrete Kirchhoff Triangle
– Membrane element
– Contact friction element
の3つでそれぞれ、面外の曲げ、面内せん断、プライ間のすべり、という3つの事象を表現しているとのことです。
この考え方も現実に即している一方でFRPの特性に良く配慮されており、
材料に対しても造詣の深い方が考えたモデルであると感じました。
当然ながら非線形モデルをベースにした考え方を取り入れ、
まだきちんとした理論が成立していない中で、
できる限り現実に近づけようというコンセプトになっているようです。
変形精度を担保する徹底した要素試験
Aniformで最も重要視すべきはここだと思います。
受け皿をきちんと用意したシミュレーションソフトである以上、
そこにインプットするデータをどれだけ正確に、
そして手を抜かずに取得できるかが勝負になります。
Aniformを用いた一例としてJEC機関誌などでも大学とAudiの共同研究の取り組みが紹介されていますが、
この要素試験にかなりの力を入れています。
面外の曲げ、面内せん断、プライ間のすべりという3つの試験があるといいましたが、
それぞれ以下の文献を参照しているとのことです。
面外の曲げ
https://research.utwente.nl/en/publications/bending-characterization-of-ud-composites
面内せん断
http://www.sciencedirect.com/science/article/pii/S1359835X08000572
プライ間のすべり
https://ris.utwente.nl/ws/portalfiles/portal/6055052
ご興味ある方は是非ご一読することをお勧めします。
比較的わかりやすく解説されている印象です。
例えば以下はプライ間すべりを検証するにあたって用いた試験方法の一例です。
シンプルですがとてもよく考えられています。
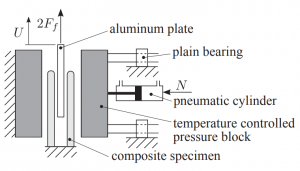
( The image above is referred from https://ris.utwente.nl/ws/portalfiles/portal/6055052 )
さらに、変形速度による振る舞いの違いを検証するため試験速度を変える、
また押さえつけ圧力による違いを見るために押さえつけ荷重を変更するなど、
CAEを行うにあたってのパラメータデータは常に実測ベースで蓄積していることがわかります。
このようにソフトよりも、そのソフトに用いるデータをきちんと取得しているのか、
ということの重要性を改めてご確認いただければと思います。
合わせて上記の蓄積に加え、重力の影響もシミュレーションに入れていることも付け加えておきます。
かなりの広範囲をきちんと網羅しているというのが印象です。
いかがでしたでしょうか。
VolkswagenグループのAudiは上記のような考え方でEV向けの Battery Carrier の設計と、
プロセス設計、そして金型設計を行っているようです。
シミュレーション精度がある程度のレベルに達し、
シワなどの欠陥を最小化し、輪郭もほぼ予想通りになるようなカットパターンの最適化、
そして金型の設計もできてきたという話がJECの機関誌でも紹介されています。
上記のように表に出てきていることからも、数年以上前から取り組み、
既に設計ツールの一つとしてAniformを使いこなせ始めている可能性が高いとみていいと思います。
今回のご紹介したシミュレーションソフトとそのソフトでの予測精度を上げるため徹底した基礎データの取得と、実際の評価結果との比較。
このような取り組みが専門家と企業の協業ならではの強みといえます。
その一方で細かい要素に走りすぎてしまうと具現化ができないという問題も出てきます。
どこの優先順位を上げて取り組むのか。
CAEのようなシミュレーションでは必ず理解範囲に限界があるため、
どのような実物や試験片の試験で担保するのか。
そして実際に量産が始まった後、同じものを作り続けるため、また問題が起こった時の原因究明と解決対応を最速かするためには、どのような品質管理体制を整えるのか。
CAEのツールが発展するほど、
上記のような専門性が幅広く、かつ優先順位をきちんと見極められる冷静な血の通った知見が、
今まで以上に求められていくと強く感じます。

